")
THE BRIEFING
The day commenced with coffee and a first-class briefing by Neil Rowley one of the senior mine engineers, who explained what seemed like every conceivable aspect of the local mining scene in general, and the operation of Boulby mine in particular. His career history had encompassed some year working as a mining engineer in the Selby collieries complex.
There then followed the safety briefing, specifically the use of self-rescuers for protection from carbon monoxide.It may be wondered what there is, other than in a coal mine, to catch fire underground. The answer is, of course, primarily many kilometres of heavily insulated high voltage cables. An electrical fault, setting fire to the insulation material, can result in very large volumes of very dense smoke in a surprisingly short space of time. Visibility can quickly be reduced to almost zero, and incomplete combustion can lead to the generation of exceptionally toxic gas carbon monoxide.
After a light lunch we all, as advised, visited the surface loos, having been warned there are none underground (but ‘there are plenty of dark corners!) We were also equipped with bottled drinking water: dehydration is a distinct possibility, as the working faces are warm - 34° C at the under-sea district we were to visit, and 45° C in the inland district. For the same reason, we stripped down completely, wearing only the very light bright orange and dayglo miners’ clothes supplied. Next we were kitted out with self-rescuers, batteries, lamps, helmets, boots, earplugs, goggles, and dust masks. The mining company supplied all this gear. It has an excellent safety record, and management had no intention of our party spoiling it! We were informed quite firmly well in advance not to bring our own clothing or equipment - welcome news for the two of the party who travelled up to Teesside by train. The only real formality in advance was to notify management of our boot sizes.
DOWN THE SHAFT
There are two deep shafts (each 1,100 metres) close together, and a winding-house. One shaft is primarily used for ore extraction, the other for access and supplies. The steel winding ropes (two to each cage or hopper) are inspected daily during a morning maintenance shift. The mine is ventilated by blowing fresh air down the manriding shaft, rather than extracted from the upcast shaft. It is directed around the mine by means of oiled canvas or polystyrene block brattices, and in places conducted over or under roadways by ‘air crossings.’ There is no radon, although some methane, nitrogen, hydrogen sulphide, and higher hydrocarbons are encountered in small quantities.
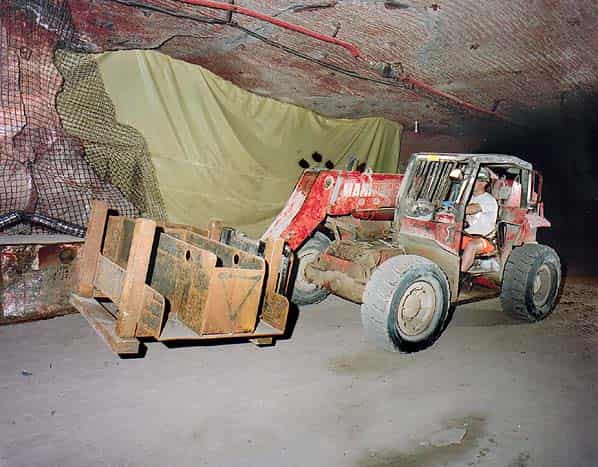
The shafts are sufficiently wide to allow complete landrovers to be lowered down. About 60 of these vehicles are used in the mine (and left there when no longer serviceable.) Large machinery has to be lowered down dis-assembled, and put together in the mine.
Plummeting 1,100 metres was spectacularly smooth, in a lit but three-level crowded cage. A couple of minutes or so from the ‘off’ we passed the balancing cage, half-way, on its way to the surface. The party travelled back over 220 million years in geological time as they descended through the Jurassic and the Triassic beds into the Upper Permian. It took five minutes to reach the bottom. Ore skips are wound up the other shaft at more than twice that speed.
At pit-bottom, it struck us at first as chilly and draughty as, of course, we were standing in the ventilation air intake. We found ourselves in one of two parallel roadways driven in the rock-salt bed, below the potash. This roadway, 3.6 metres from floor to ceiling and eight metres wide, is used for miners' and others' access to their working places. Land-rovers are used, and as we started our 11 kilometres drive to a working face we passed various underground workshops for machinery maintenance and repair, and other vehicles coming in the opposite direction from time to time. At pit-bottom we were over a kilometre down, but in one direction the route is further downhill to the lowest point about 1,350 metres below the ground.
EN ROUTE TO THE FACE
On the way out to the face, we stopped several times for a walkabout, and to be shewn various features. Rock-bolting is used throughout the mine, and how this was done was explained. Arrangements are made to enable persons, wearing activated self-rescuers of course, to find their way outbye in thick smoke if needs be. High-reflectance guides and directionally-tagged ropes are prominent alongside the roadway. As it is so far from pit-bottom to working faces, there are from time to time, refuge rooms with airtight doors, equipped with large numbers of air cylinders and smoke masks and other safety equipment. There are six of these safe havens, each large enough and with enough air to accommodate 30 persons for up to six hours. Each has a telephone.
There are four production districts - three to the north under the sea, and one inland to the south.
AT THE WORKING FACE
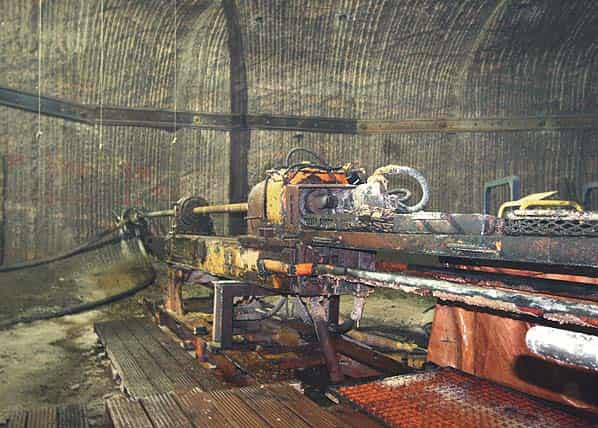
Still in the rock-salt bed, we examined a heading where core-sampling is done by probing ahead using a large drilling machine. By some clever manipulation, it is possible to sample above and below the bed in which the roadway is driven, as well as straight ahead.
Samples can be taken up to two kilometres ahead. Those who wished, collected samples (inasmuch as they could be identified) of potash, rock-salt, and anhydrite. The anhydrite, being a dull grey colour, was easy to identify. But we were advised that the best way to tell the difference between potash and rock-salt is by taste, as both materials occur is a variety of colours due to impurities such as clays and iron minerals. Both pure sodium chloride and pure potassium chloride are of course plain white/colourless crystalline materials. But neither the rock-salt beds nor the potash beds are 100% one compound or the other, and each can occur as clear, white, grey, amber, brown, pink or red material. Those wishing to sample the taste of potash need do no more than invest in some ‘low-sodium’ table salt (potassium chloride) which tastes salty but not quite the same.
We were warned that sylvinite is hygroscopic and our samples would soon crumble if not kept dry at home.
There being no rock-cutting in progress at the time (work was in hand on a maintenance question) we then went to admire the machinery used. This mine is not worked by drilling and blasting, but uses very large machines with boom-mounted cylindrical cutting heads of the order of a metre diameter, and several metres wide, well-armed with tungsten carbide-tipped cutting teeth. The device has an integral collecting scoop which conveys the cut ore to the rear, where is it delivered to a most ingenious local conveyor system. These mobile, flexible local conveyors (looking like huge long centipedes without all the legs) can be twisted and turned to snake around corners and so serve any scene of operations without the need for a flock of dumper-trucks, such as generally found in gypsum mines, although some shuttle cars are used.
The mobile conveyors are up to 65 metres long, which I think can be shortened or lengthened as required by adding or removing sections. They convey material to the main conveyors, and thus to the winding-shaft.
INTO THE POTASH BED
All the permanent roadways are driven in the rock-salt bed, as this material is mechanically strong enough (when rock-bolted) to afford good permanent tunnels. Thus it is that the enterprise has to mine low-value rock-salt, before it can reach the more valuable potash. Potash is mined five days a week, and rock-salt (to extend the roadways) the other two days, Fridays and Saturdays.
It was now time to drive up one of the numerous internal inclines to reach a ‘panel’ being worked in the potash beds lying above the access roadway ceilings. Around 10 - 12 metres thickness of rock separates the access roadway ceiling from the mine panel floor above. As the potash is a mechanically weaker material, the cavities left by mining it are, when mined-out, left to fall in, which they tend to do within six months or so. The mined-out panels ultimately close up by floor-heave (about one metre in three months), pillar failure and ceiling collapse. Here, similar mining equipment is used and the main new point of interest was the interesting pattern of drives and in-situ potash support pillars left to keep the panel stable during its working life.
The potash-yielding bed has a thickness of about seven metres, but the mined cavities 3.6 metres high are designed to leave two metres of raw potash to form a ceiling. Above this is marl, which would not form a sufficiently secure ceiling.
The mined panels are 55 metres wide, three or four parallel roadways being driven forward with two lines of oblique un-mined rock pillars arranged en echelon left between them. Each panel is of the order of 600 metres long. About 3,000 tonnes of ore a day (an advance of 10 metres per machine per shift) can be mined form each panel.
It was certainly warm at the innermost end of the mine - much like a crowded London tube train, but more acceptable in that the air here is much drier (and not so smelly!)
BACK TO THE SURFACE
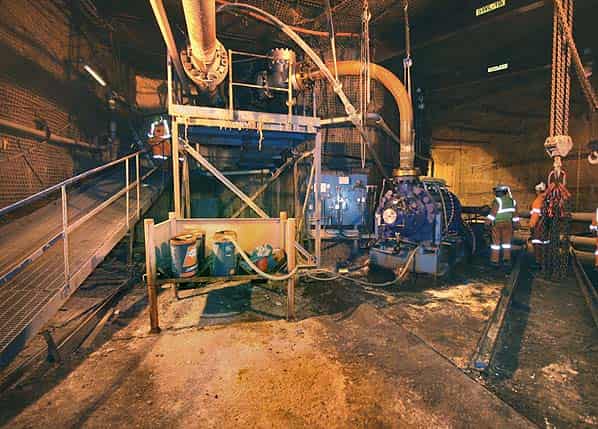
Before getting back into the cage to get back to ground level, we toured the pumping plant. Most of the mine is extremely dry, but saturated brine (containing both sodium and potassium chlorides) is pumped to the surface from sumps at the lowest points, at a rate of 1,000 gallons per minute, and used in the processing plant.
Sadly, there was not time to visit the Dark Matter Laboratory near pit-bottom.
On emerging at the surface, we went to see the enormous electrical winding engine, the steel cable, and the men upon whom our lives in an 1,100 metre deep hole had depended. It is all controlled from comfy chairs in a cabin well-supplied with computer screens full of data from instrumented gadgets in and around the shafts. Then we watched enormous skips holding 45 tonnes of material each being discharged into hoppers feeding the processing plant. There was about a minute or a minute and a half between skips arriving at ground level, so they are clearly hoisted up the shaft more than rapidly!
Then back to the changing rooms for more than welcome showers, a photographic perambulation around some of the surface buildings.
The winders for the two shafts are in two adjacent halls with a central control room overlooking both of them. When first installrd, the winder on the ‘rock shaft’ was the largest winder in the northern hemisphere. From the winding hall we walked the short distance to the rock shaft where we saw the skips discharge their rock salt (as it was a Friday) into the hoppers. The rock shaft winds at a much higher speed than the man riding shaft taking just two minutes to bring the rock to the surface. This is an automatic process and is only stopped for essential maintenance.
After a vote of thanks to our guide who had given up most of a day for us (about 10.30 to almost 16.00) we made our preparations for going home.
ON SITE PROCESSING
The rock-salt, apart from some crushing and screening to the customers' preferred particle size, calls for no processing. It contains around 95% sodium chloride and 5% clay.
The potash beds yield raw material containing 35 - 40% potassium chloride, contaminated by 45 - 50% rock-salt and 10 - 15% clay. This has to be separated from the common salt, clay minerals, and so forth. There was not time to visit the processing plant, but we learned that the separation (using saturated brine as a vehicle) was effected by froth-flotation. Crystals from the crushed ore, depending on which chloride they are, will or will not stick to air bubbles created using some sort of chemically seeded frothing agent. So one of the chlorides is floated to the top by the bubbles, and skimmed off. The other sinks, and can be sieved or centrifuged out later. The purified potassium chloride is then dried in large rotary gas-fired drying kilns, and then stockpiled and /or sent to the railway waggons. Something like 10,000 tonnes a day of raw potash is taken up the shaft. This yields around 4,000 tonnes a day of purified product.
Surplus salt-water with a little suspended clay, from which it is not economic to separate the common salt, is disposed of via a shallow shaft at the cliff edge and a mile-long pipeline out to sea. The argument is that you can do no harm adding salt-water to sea-water!
WHAT IS IT USED FOR? WHERE DOES IT GO?
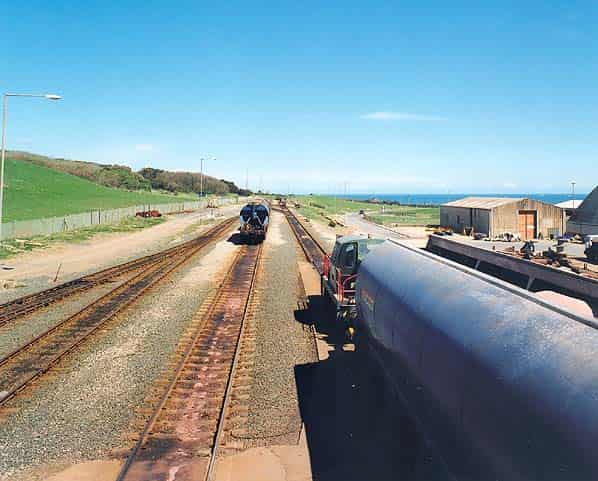
Eight trains each day take rock-salt or potash to the Tees Dock. Most of the output goes into agricultural fertilizers: it is of course the K in NPK fertilizers (the N being nitrogen, and the P phosphorus.) Britain, thanks to Boulby, is more or less self-sufficient in potash, so large quantities (around 50% of production) are exported by sea from Tees Dock to Belgium, France, and elsewhere.
Rock-salt is taken by train to Tees Dock, and mostly sent by ship to English and Scottish east coast ports for sale to local authorities for de-icing roads. It supplies about a third of the UK’s demand for this application. There are two other producers of mined rock-salt in the UK - the Winsford mine in Cheshire, and another at Kilroot in Northern Ireland.
Production is of the order of 2.8 million tonnes per annum of purified potash, and 0.75 million tonnes of rock-salt.
THE DARK MATTER LABORATORY
We did not visit the University of Sheffield’s Dark Matter Laboratory, near pit-bottom. Here scientists are attempting to detect WIMPs or weakly interacting massive particles. Such a deep mine allows the observations to made without interference from cosmic and other rays and particles which are filtered out by over a kilometre thickness of rock.
Acknowledgements and thanks
We are grateful to Neil Rowley, a mining engineer at Boulby, for giving up most of a day to explain and conduct us around the mine, and to Linda Bartlett and Martin Dixon for arranging the visit.
References:
- BOULBY UNDERGROUND LABORATORY, nd, Boulby Underground Laboratory. Sheffield: University of Sheffield: 8pp.
- DUFF, P. McL. D., and A.J. SMITH (edrs), 1992, Geology of England and Wales. London: Geological Society of London: xx + 651pp [ISBN 0-903317-71-0]
- GARRETT, Donald E., 1996, Potash. Deposits, processing, properties and uses. Chapman & Hall: x + 734 pp [ISBN 0-412-99071-7]
- HAWKES, Nigel, 1999. Answer to universal mystery down t’pit: physicists on track of exotic particles pick up ‘Wimp’ signals .. The Times, 14 August 1999.
- HENDERSON, Mark, 2003, Is the secret of dark matter 3,000 ft underground? The Times, 30 April 2003, page 12.
- KENT, Peter, G.D. GAUNT, and C.J. WOOD, 1980, British regional geology: eastern England from the Tees to the Wash. HMSO: vii + 155pp + coloured folded geological map [ISBN 0-11-884121-1]
- RAWSON, Peter F., and John K. WRIGHT, 1992, The Yorkshire coast. 2nd edn. Geologists' Association Guide 34: 117pp [ISBN 0-7073-0615-9]
- RAYNER, Dorothy Helen, and J.E. HEMINGWAY (edrs), 1974, The geology and mineral resources of Yorkshire. Leeds: Yorkshire Geological Society: (8) + 405pp + 1 coloured + 6 black-and-white plates.
- SMITH, D.B., 1974a, Evaporites. IN: RAYNER & HEMINGWAY, op. cit., 337 - 344.
- SMITH, D.B., 1974b, Permian. IN: RAYNER & HEMINGWAY, op. cit., 115 - 144.
- WILSON, Vernon, 1948, British Regional Geology: East Yorkshire and Lincolnshire. Geological Survey: iv + 94pp + viii pls.
- Anon 1955 Wornwood. Mine and Quarry Engineering 21(6), 234 - 235 [Potash at Whitby]
- Anon 1956 Unwanted. Mine and Quarry Engineering 22(3), p. 105 [Potash at Whitby]
- Anon 1967 Yorkshire potash attracts investment. Industrial Minerals, November 1967, p. 21.
- Anon 1967 Yorkshire potash plans progress. Industrial Minerals, December 1967, p. 27.
- Anon 1968 Potash exploration in Yorkshire. Industrial Minerals, April 1968, p. 30.
- Anon 1968 Potash project proceeds. Industrial Minerals, July 1968, p. 30.
- Anon 1968 Potash in Yorkshire. Industrial Minerals, March 1968, p. 15.
- Anon 1968 Second potash product for Yorkshire. Industrial Minerals, December 1968, p. 35.
- Anon 1968 Potash project gets green light. Industrial Minerals, December 1968, p. 31.
- Anon 1968 Support for Yorkshire potash project. Industrial Minerals, October 1968, p. 26.
- Anon 1968 Yorkshire potash inquiry. Industrial Minerals, August 1968, p. 21.
- Anon 1968 Yorkshire potash project to go ahead. Industrial Minerals, April 1968, p. 29.
- Anon 1969 Cleveland potash project confirmed. Industrial Minerals, March 1969, p. 32.
- Anon 1969 Cleveland potash project inaugurated. Industrial Minerals, May 1969, p. 35.
- Anon 1969 Opposition to Yorkshire potash project. Industrial Minerals, June 1969, p. 43.
- Anon 1969 Potash shaft sinking soon at Boulby. Industrial Minerals, August 1969, p. 35.
- Anon 1969 Race to potash production in Yorkshire. Industrial Minerals, March 1969, p. 31.
- Anon 1970 Armour may withdraw from Whitby potash. Industrial Minerals, August 1970, p.33.
- Anon 1970 Shaft lining contract for potash project. Industrial Minerals, October 1970, p. 35.
- Anon 1971 Armour withdraw from Whitby potash. Industrial Minerals, January 1971, p. 34.
- Anon 1987 Boulby potash mine. Mine and Quarry 16(11), 14 - 16 [Sylvinite (KCl) with rock salt, anhydrite etc, worked from UK’s deepest mine (to 1,100m) c. 12 miles N of Whitby]
- Anon 2003 Boulby underground laboratory opened in Potash mine. Subterranea 3, page 4 [from The Times, 30 April 2003]
- Chapman, Simon 1997 Boulby ironstone mine “Window of the earth”: a history of ironstone mining at Boulby near Staithes. Industrial Archaeology of Cleveland: Cleveland Ironstone Series: 40 pp [Alum workings including vertical winding shaft; Boulby potash mine now occupies previous ironstone mining site][PWS]
- Chapman, S.K. 1975 Excavations at the Boulby alum works. Cleveland Industrial Archaeologist 2, 27 - 34.
- Hall, John M. 1969 Minerals in a national park. Country Life 146(3786), 730 - 732 [Yorkshire: ancient iron mining, resumed again c. 1850, ceased again 1964 at North Skelton; alum, and jet mining; gas; development of the Boulby potash mine in North York Moors National Park, Cleveland]
- Mitchell, Steve 2000 Boulby potash mine meet (4th October 2000.) Nl. Northern Mine Research Soc., December 2000, page 5 [Cleveland]
- Pybus, David 1997 Another 25 years for Cleveland Potash. Down to Earth 19, page 1 [Boulby mine, North Yorkshire]